在电火花成型加工中,电极与工件必须保持一定的放电间隙。由于工件不断被蚀除,电极也不断地损耗,故放电间隙将不断扩大。如果电极不及时进给补偿,放电过程会因间隙过大而停止。反之,间隙过小又会引起拉弧烧伤或短路,这时电极必须迅速离开工件,待短路消除后再重新调节到适宜的放电间隙。
一、自动进给调节系统的作用、技术要求和分类
对自动进给调节系统的一般要求为:
(1) 有较广的速度调节跟踪范围;
(2) 有足够的灵敏度和快速性;
(3) 有较高的稳定性和抗干扰能力。
自动进给调节系统种类很多,按照执行元件分为:电液压式;步进电机式;宽调速力矩电动机;直流伺服电动机;交流伺服电动机;直线电机
二、自动进给调节系统的基本组成部分
包括测量环节、比较环节、放大驱动环节、执行环节和调节对象等。
三、 电液自动进给调节系统
在电液自动进给调节系统中,液压缸、活塞是执行机构。由于传动链短及液体的基本不可压缩 性,因此传动链中无间隙、刚度大、不灵敏区小;又因为加工时进给速度很低,所以正、反向惯性很小,反应迅速,特别适合于电火花加工的低速进给,故20世纪80年代前得到了广泛的应用,但它有漏油、油泵噪声大、占地面积较大等缺点。
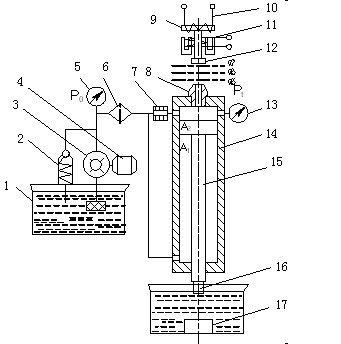
图示为DYT-2型液压主轴头的喷嘴―挡板式调节系统的工作原理图。电动机4驱动叶片液压泵3从油箱中压出压力油,由溢流阀2保持恒定压力P0,经过滤油器6后分两路,一路进入下油腔,另一路经节流阀7进入上油腔。进入上油腔的压力油从喷嘴8与挡板12的间隙中流回油箱,使上油腔的压力P1随此间隙的大小而变化。电―机械转换器9主要由动圈(控制线圈)10与静圈(励磁线圈)11等组成。动圈处在励磁线圈的磁路中,与挡板12连成一体。改变输入动圈的电流,可使挡板随动圈动作,从而改变挡板与喷嘴间的间隙。当放电间隙短路时,动圈两端电压为零,此时动圈不受电磁力的作用,挡板受弹簧力处于最高位置Ⅰ,喷嘴与挡板门开口为最大,使工作液流经喷嘴的流量为最大,上油腔的压力下降到最小值,致使上油腔压力小于下油腔压力,故活塞杆带动工具电极上升。当放电间隙开路时,动圈电压最大,挡板被磁力吸引下移到最低位置Ⅲ,喷嘴被封闭,上、下油腔压强相等,但因下油腔工作面积小于上油腔工作面积,活塞上的向下作用力大于向上作用力,活塞杆下降。当放电间隙最佳时,电动力使挡板处于平衡位置Ⅱ,活塞处于静止状态。
20世纪80年代以来采用部件电动机和力矩电动机的自动调节系统广泛发展。 近年来,国内外 的高档电火花加工机床采用高性能直流或交流伺服电动机。